Top 10 Benefits of Using Belt Conveyors in Modern Industries
Belt conveyors are essential in modern industries. They transport materials efficiently, reducing manual labor and time. These systems are versatile and can handle various materials, from raw goods to finished products.
In manufacturing, belt conveyors streamline processes. They ensure smooth movement along production lines. This not only increases efficiency but also minimizes errors and delays. However, it is important to consider maintenance needs. Regular checks prevent breakdowns and extend lifespan.
While belt conveyors have clear advantages, challenges exist. Not all products are compatible with these systems. Some materials may require special handling. Learning from these limitations can lead to improved designs and practices. Embracing the potential of belt conveyors can revolutionize industrial operations, but awareness of their limitations is crucial.

Advantages of Belt Conveyors in Material Handling Efficiency
Belt conveyors play a crucial role in modern industries. They enhance material handling efficiency significantly. Moving bulk materials becomes seamless with the use of these systems. They reduce manual labor costs and minimize human error. Employees can focus on more complex tasks, increasing overall productivity.
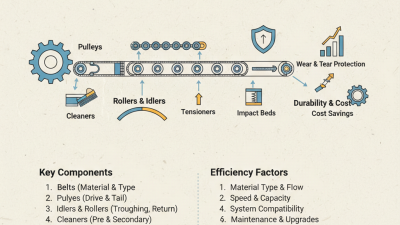
These conveyors come in various designs. They can handle different types of materials. Heavy items are moved as easily as light ones. The adjustable speed feature allows for better control. Unfortunately, maintenance can be challenging. Belts may wear out over time, needing replacements. Regular checks are essential to ensure smooth operations.
In addition to efficiency, safety is a concern. Properly maintained conveyors lower injury risks. However, if neglected, accidents can occur. It's crucial to train employees on safe practices. This includes recognizing potential hazards while operating the conveyors. Effective training can prevent costly mistakes and enhance workplace safety.
Top 10 Benefits of Using Belt Conveyors in Modern Industries
| Benefit | Description | Impact on Efficiency |
|---|---|---|
| Increased Productivity | Belt conveyors allow for continuous operation, minimizing downtime. | Enhances throughput, leading to higher production rates. |
| Cost Efficiency | Lower labor costs due to reduced manual handling. | Decreases operational costs over time. |
| Versatility | Can transport various materials, from bulk to packaged goods. | Accommodates diverse production needs effectively. |
| Safety | Reduces the risk of injury associated with manual transport. | Promotes a safer work environment. |
| Space Saving | Can be designed to fit in confined spaces, optimizing floor layout. | Enhances overall facility efficiency. |
| Automation | Integrates easily with automated systems for enhanced operations. | Increases speed and accuracy in handling materials. |
| Environmental Impact | Tends to use less energy compared to other conveyor types. | Reduces operational carbon footprint. |
| Maintenance | Lower maintenance requirements with modern materials. | Ensures higher uptime and lower costs. |
| Customizability | Customizable designs to fit specific industry needs. | Improves functionality for niche applications. |
| Improved Tracking and Control | Easy monitoring and control of material flow. | Enhances inventory management and reduces waste. |
Related Posts
-

10 Essential Tips for Choosing the Right Conveyor Belt Conveyor for Your Business
-

Why Are Belt Conveyor Systems Essential for Modern Manufacturing Efficiency
-

Top Benefits of Using Steel Conveyor Belts in Industrial Applications
-

Top 10 Belt Conveyors Trends to Watch in 2025 for Efficient Material Handling
-

How to Create an Effective Belt Conveyor Design for Your Business?
-
2026 Top Belt Conveyor Parts Guide for Efficient Material Handling?