How to Choose the Right Metal Belt Conveyor for Your Needs?
Choosing the right metal belt conveyor is crucial for efficiency and productivity. According to a report by Research and Markets, the global metal belt conveyor market is expected to grow by 5% annually. This growth reflects the increasing demand across industries like food processing and manufacturing. Expert Johnathan Reed notes, “Selecting the proper metal belt conveyor can significantly reduce operational costs.”
Different applications require unique specifications. For instance, some systems need heavy-duty belts for heavy materials, while others need light, flexible belts. It can be overwhelming to navigate the options. Factors such as material type, belt width, and environmental conditions must be considered. Many companies overlook these details. They may choose a conveyor that appears suitable but fails in practice.
Investing in the wrong conveyor can lead to downtime and inefficiency. Each business has distinct needs. Consulting with industry experts can help you make a more informed decision. Remember, not every conveyor will meet your needs perfectly. A careful evaluation of your requirements is essential.

Understanding Your Material Handling Requirements
When choosing a metal belt conveyor, understanding your material handling requirements is crucial. Different materials have unique characteristics. For instance, abrasive materials can wear down belts quickly. According to industry reports, over 30% of maintenance costs stem from belt wear and tear. This highlights the importance of selecting the right conveyor system.
Material flow can also affect efficiency. Heavy loads require more robust support, while lighter materials might need less strength. Understanding the weight limits of different conveyor types is essential. Research indicates that using an inadequately rated conveyor can lower productivity by 25%. That’s not a minor issue.
Consider also the material's temperature. Some products require temperature control to maintain quality. Failure to choose an appropriate conveyor can risk damaging the goods. A common mistake is assuming all conveyors perform similarly. Each has specific advantages and weaknesses. Be diligent in assessing the needs of your operation for effective handling.
How to Choose the Right Metal Belt Conveyor for Your Needs? - Understanding Your Material Handling Requirements
| Conveyor Type |
Material Handled |
Load Capacity (lbs) |
Belt Width (inches) |
Speed (ft/min) |
Typical Applications |
| Flat Belt Conveyor |
Food Products |
500 |
24 |
60 |
Packaging, Sorting |
| Metal Detectable Conveyor |
Pharmaceuticals |
300 |
18 |
30 |
Quality Control, Inspection |
| Incline Belt Conveyor |
Mineral Products |
800 |
30 |
40 |
Elevating, Loading |
| Modular Belt Conveyor |
Automotive Components |
600 |
24 |
75 |
Assembly, Transport |
| Wire Mesh Conveyor |
Cooled or Heated Products |
400 |
20 |
50 |
Cooling, Drying |
Evaluating Different Types of Metal Belt Conveyors
Metal belt conveyors are essential in various industries. Choosing the right one can be challenging. Start by evaluating your specific needs. Consider the materials you handle and the weight of the products. For instance, heavy-duty applications require robust belts. Meanwhile, lighter materials might be suitable for more flexible designs.
Next, look at the belt types available. Slat belts work well for transporting large, bulky items. Wire mesh belts are excellent for cooling or drying processes. Modular plastic belts can offer versatility and easy maintenance. The choice of belt impacts efficiency and safety. Sometimes, users overlook this aspect, leading to operational inefficiencies.
Think about the conveyor’s environment too. Is it wet, dusty, or high-temperature? Your conveyor must withstand these conditions. Features such as corrosion resistance and heat tolerance become vital. Balancing durability with cost can be tricky. Some users end up spending too much or too little. Proper evaluation is key to making the right choice.
Assessing Load Capacity and Efficiency Needs
Assessing load capacity is crucial when selecting a metal belt conveyor. The right conveyor should handle the required weight efficiently. Industry reports indicate that most conveyors have a standard load capacity of 500 to 2,000 pounds per linear foot. It’s essential to analyze your specific needs.
Efficiency must also be considered. High-speed conveyors can dramatically reduce operational time. A study by the Conveyor Equipment Manufacturers Association stated that increasing belt speed by just 10% can enhance productivity by 20%. However, higher speeds might impact load stability. Evaluating these trade-offs is key.
Consider the materials you’ll be transporting. Some products may require specialized belts. A mismatch in material could lead to frequent breakdowns. Regular assessments can avoid costly repairs. Keep in mind, a conveyor that meets current needs may not suffice in the future. Always plan for potential growth when choosing your system.
Considering Installation and Maintenance Factors
When selecting a metal belt conveyor, installation and maintenance factors are crucial. Choosing the right location can ease the installation process. Ensure there is enough space for the conveyor's dimensions and the necessary equipment. Consider proximity to other machinery for efficiency. Avoid congested areas where access might be challenging.
Maintenance deserves equal attention. Regular checks can prevent costly breakdowns. However, even the best planning can lead to unexpected issues. Lubrication points should be easily accessible. You might find that some components are hard to reach. Identifying those weak spots can help in future installations. Keeping spare parts handy is a good practice.
Yet, remember, not all parts require immediate replacement. Prioritization is key. Sometimes, it’s about balancing costs with operational efficiency. Equipment that’s hard to maintain might not be the best long-term choice.
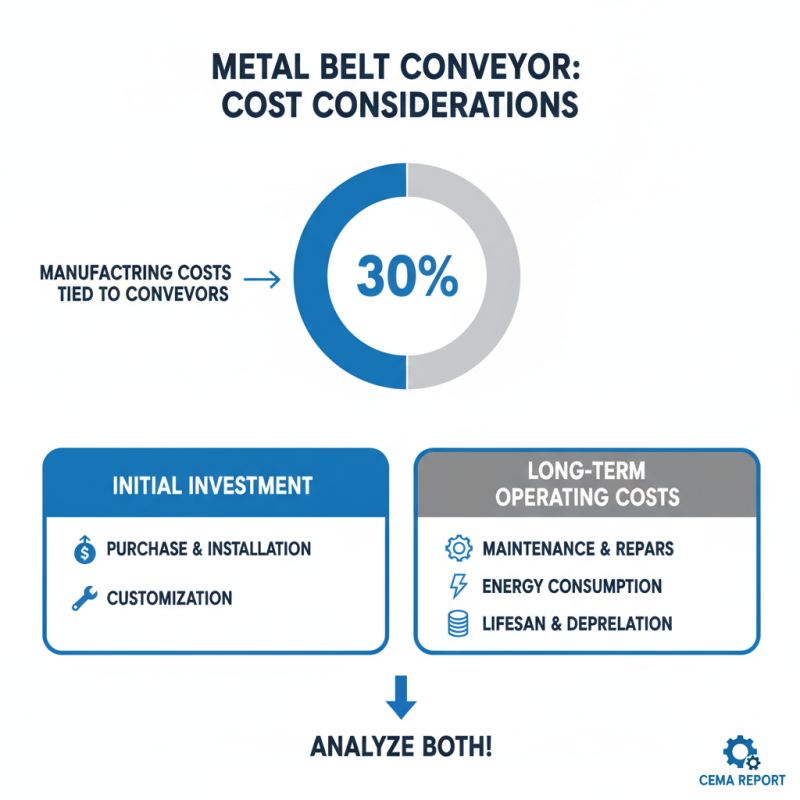
Analyzing Cost and Budget Constraints
When selecting a metal belt conveyor, budget constraints play a crucial role. According to a report by the Conveyor Equipment Manufacturers Association, about 30% of manufacturing costs are tied to conveyor systems. This makes it essential to analyze both initial investment and long-term operating costs.
Tips: Determine your application type first. Different materials and designs can significantly impact price. A customized conveyor may serve better over time.
You should also consider maintenance expenses. Average maintenance costs can go up to 7% of total equipment costs annually. Choosing a conveyor with lower wear rates can reduce these costs over time.
For businesses with limited budgets, a phased approach may be effective. Investing in essential components first allows for gradual upgrades down the line. Reflecting on this, sometimes, spending less upfront can lead to higher total costs later. Prioritize versatility; it often pays off.